Automatic Laser Welding System Configuration Diagram


Laser Welding Control System
Welding Control System Product Features:
Siemens PLC control.
Alarm functions: laser fault alarm, water chiller fault alarm, low protective gas pressure alarm, peripheral safety condition not met alarm, etc., capable of sequentially storing at least 1000 historical alarms.
The controller can provide and store no less than 200 sets of welding parameters, with each weld spot individually set to call one set of parameters.
The system safety level can reach PLe, Cat.4, and SIL3.
Safety loop design uses an emergency stop, safety door, and other safety signal dual-loop safety relay scheme, in compliance with EN 60947-5-1 and EN 60204-1 standards.
Automatic Laser Single-Side Welding - Product Advantages
Laser single-sided welding process

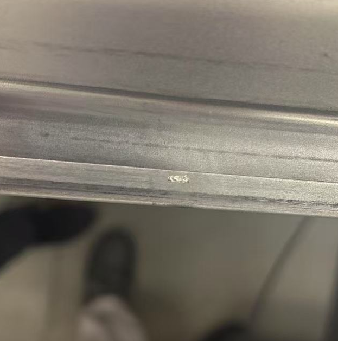
镀锌件焊接
铝件焊接
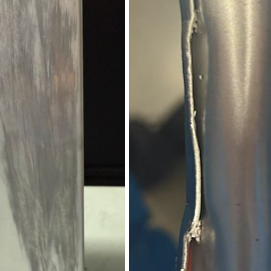
热影响区测试与铝件破拆
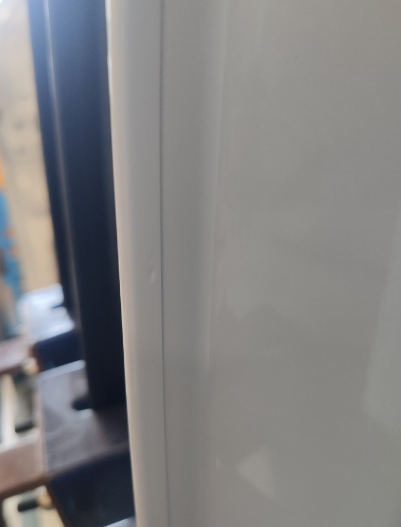
铝件过涂装效果
Key Process Capabilities of Automatic Laser Welding System
Welding materials: carbon steel, galvanized sheet, aluminum, etc.
Part gap: <0.2mm.
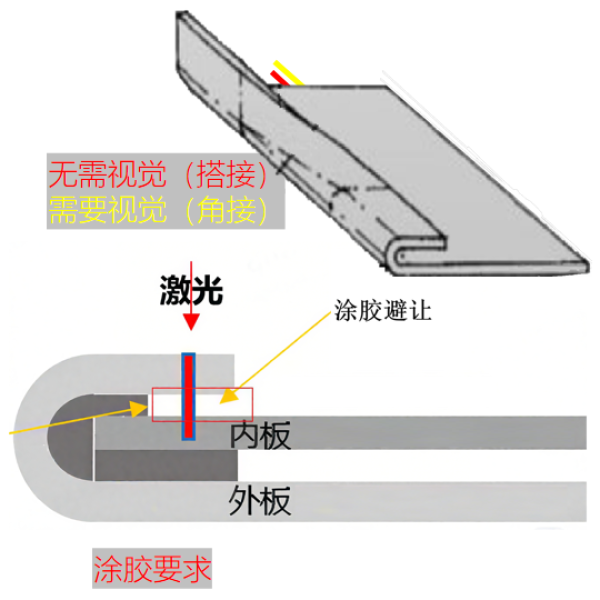
Welding method: carbon steel, galvanized sheet: lap/joint (requires visual); aluminum: lap joints only;
Weld length: carbon steel, galvanized sheet: 5-10mm; aluminum: 5mm
Welding speed (welding time only): carbon steel, galvanized sheet: ~0.4s/weld; aluminum: ~0.2s/weld
Laser Welding Workstation Diagram
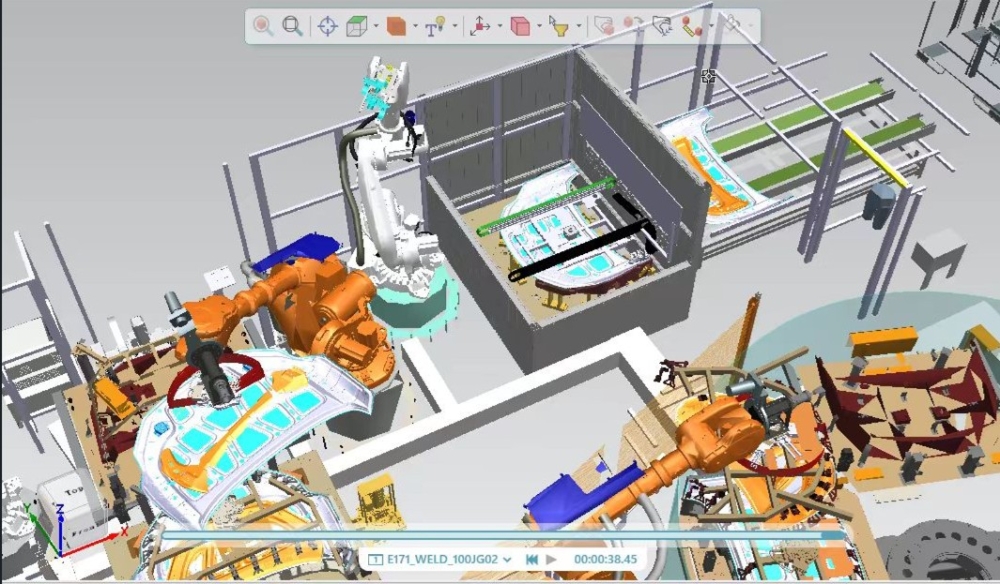
激光焊接工作站示意图1
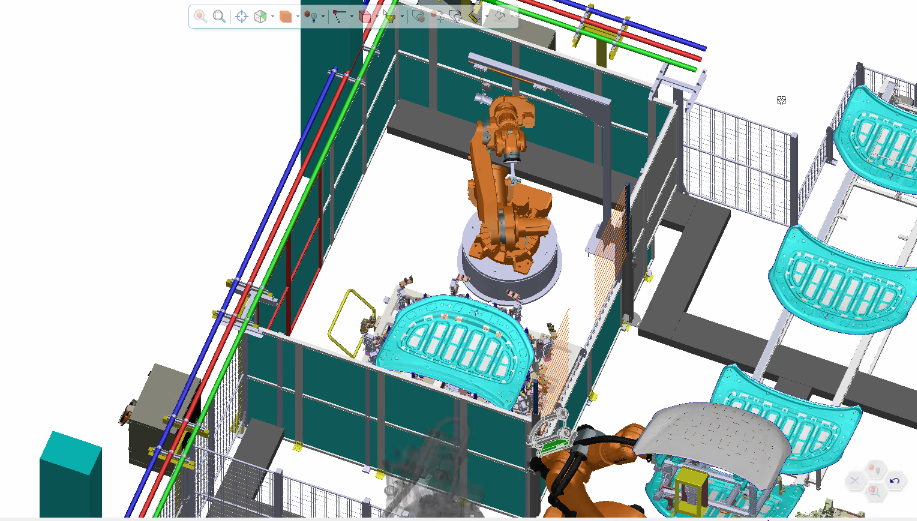
激光焊接工作站示意图2
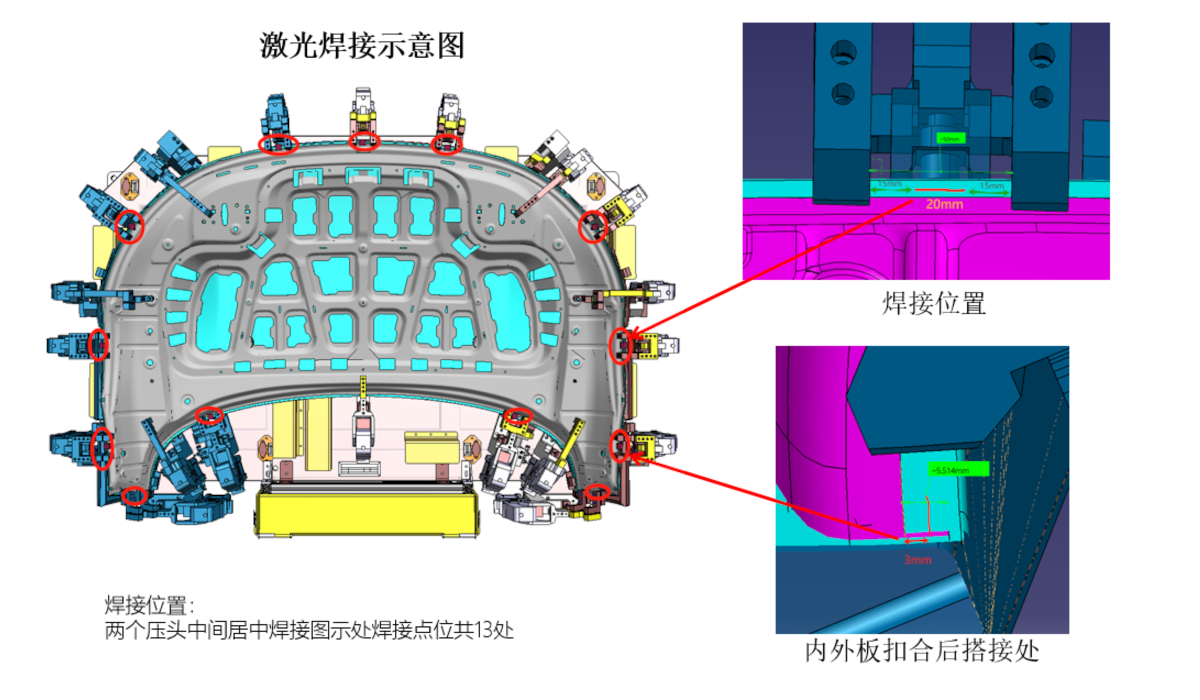
激光焊接示意图
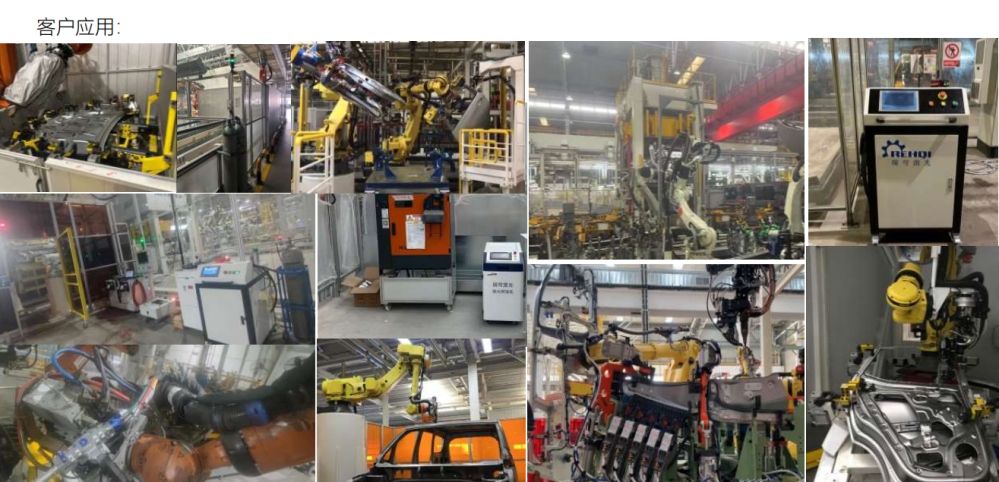
Laser Welding Customer Application Showcase
Door Cover Clamping Edge Laser Welding 1.mp4
Four-door brazing
13