Main system components of automatic laser welding:
The main components of the automatic laser compression welding system are: laser compression welding gun (servo system, unidirectional or C-type welding clamp), laser compression welding control system, laser compression welding gun cleaner, water chiller, welding robot, and fence (no laser room required)


Laser Safety Standards
1. According to authoritative SGS testing, it complies with IEC 60825-1:2014 standards, and the protective casing passed laser leakage inspection.
2. It meets Class 1 laser safety level, with an actual measured laser power of 0.010mW, far below the 0.39mW standard limit.
3. Multi-area 5-point on-site measurements show that the laser protection performance is significantly better than SGS testing standard requirements.
4. Uses a calibrated laser power meter for testing, ensuring the data is true and effective, with laser safety protection reaching industry high standards.
Laser spot welding without laser room design:
1. Alternative laser room design | Space-saving, easy to install, high protection, laser safety compliance in one step
2. No need to build a laser room, integrated protective housing, SGS certified Class 1 laser safety level, more efficient industrial production

Advantages compared to traditional laser welding

Laser Pressure Welding Without Laser Room Design Inspection Report:
| Serial number | Inspection items | Technical standards | Inspection results | Judgment |
|---|---|---|---|---|
| 1 | Materials and structures of protective devices | Laser-penetrating resistant material, no leakage gaps after closure (gap ≤ 0.1mm), mechanical strength meets vibration/impact requirements | Agreed | Qualified |
| 2 | Interlock device function | When the protective device is activated, the laser emission is cut off within 0.1 seconds; After closing, it needs to be reset to emit light | Agreed | Qualified |
| 3 | Safety signs and instructions | Affix Class 1 laser safety labels (ISO 7010 W007), with manuals containing safety operation instructions | Agreed | Qualified |
| 4 | Normal mode radiation value | 1m from the center of the light source, power density ≤ 0.38 μW/cm² (continuous laser), energy density ≤ 2.5 mJ/cm² (pulsed laser | Agreed | Qualified |
| 5 | Failure mode radiated values | Simulated protection device failure (gap 0.5mm), radiation value outside 1m ≤ Class 1 limit | Agreed | Qualified |
| 6 | Laser wavelength and type | Wavelength 1064nm±5nm, continuous wave solid-state laser (non-strong pulse | Agreed | Qualified |
| 7 | Laser safety rating | GB 7247.1-2012 Class 1 | Agreed | Qualified |
| 8 | Effectiveness of protective devices | Radiation value 1 meter beyond the center of the outlet ≤ Class 1 limit | Agreed | Qualified |
| 9 | Laser leak protection | Protective cover integrity (no visible leaks). | Agreed | Qualified |
| 10 | Operator protection | Equipped with laser protective glasses (OD≥3). | Agreed | Qualified |
| 11 | Environmental adaptability | Operating temperature -10°C~40°C, humidity ≤ 80% RH | Agreed | Qualified |
Laser pressure welding can achieve the application of arbitrary shapes through software.
Customer Joint Laser Welding Durability Verification:
| Vast sky | Project | Testing methods | Test cycle | Test results | Planned completion time | Note |
|---|---|---|---|---|---|---|
| 1. Single-sided mechanism, two-layer welding | equipment stability | 1. Light transmittance rate | two weeks | completed. | 2025.1.3 | 1. Complete 1 point per second 15 points per car 800 units 4 hours continuous opening and closing 1 million times, verify cylinder stability and reliability 100,000 units 2. Complete light output 3. Continuously not closed 4. Complete (equipment is a single lens, no temperature drift, only composite mirrors use temperature drift) 5. Complete 6. Finish welding 0.8 seconds, clamp 0.2 seconds |
| 2. Reliable light transmission rate (continuous 2 hours of light output). | ||||||
| 3. Waterway reliability | ||||||
| 4. Motor reliability (8-hour temperature drift). | ||||||
| 5. For the same set of process parameters, weld 32 groups to verify process stability and reliability . 6. Welding time: clamping and trajectory movement of 5-6 cm are completed within 3 seconds |
||||||
| The impact of robot posture on welding stability | Proximal 20 groups, distal 20 groups | One week | Proximal 20 groups and remote 20 groups are dismantled and qualified. Completed. |
2025.1.10 | ||
| 1. Single-sided mechanism, two-layer welding | Single-sided welding tongs for stability, servo (with proportional valve | One million consecutive moves | One month | completed, servo pressure and stroke detection normal. | 2025.2.20 | ~28,000 trips/day 1.20 days: cumulative 46,000 trips 2.28 days: cumulative 160,000 trips 3.7 days: cumulative 300,000 trips 4.11 days: cumulative 1 million trips |
| Upgrade equipment with air knife quality and reliability | Approximately 20,000 welds (for the protective lens | One week | simulates robot motion welding, breaking and dismantling every 1200 points to check quality and pass before proceeding to the next round, protecting the lens to normal. |
2025.2.28 | ~72,000 times/day 2.27-2.28 days: total ~14,000 times without lens replacement ; 3.3 days: total ~21,000 times without lens replacement |
|
| Gun cleaning agency | Testing together with equipment stability | One month | Pneumatic gun cleaner: Clean every 3600 points; after cleaning, the nozzle inner diameter does not affect light output. Completed, the gun cleaner can properly complete the cleaning work. |
2025.2.20 | ~3600 points to clear once |
Laser cladding application (Geely Zeekr automobile factory):


front pocket
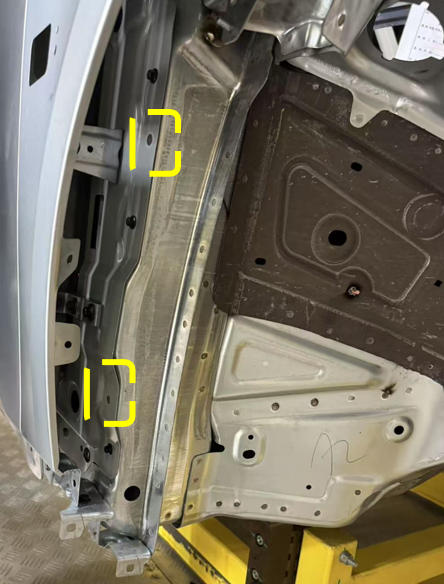
wheel cover
doorway
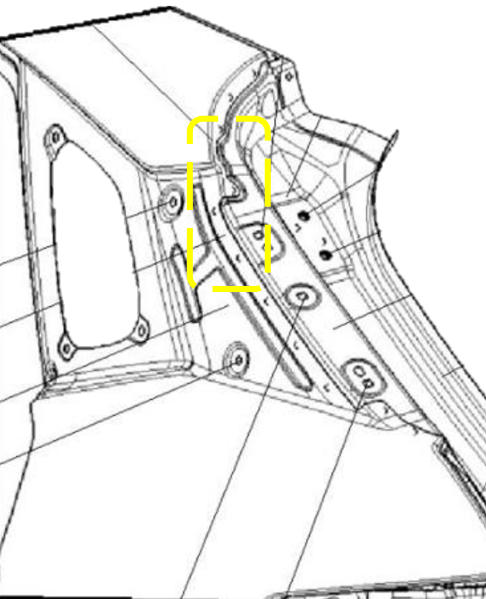
Rear flow channel

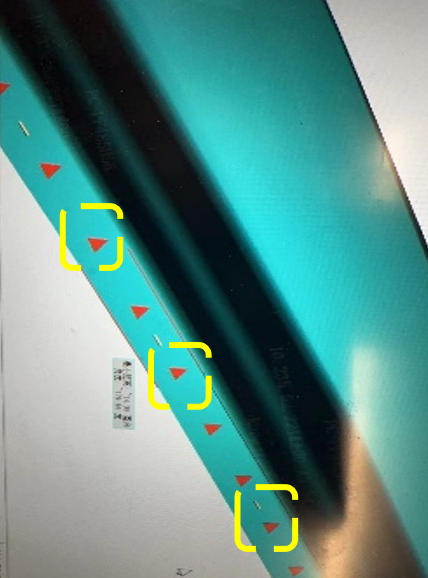
Product Display
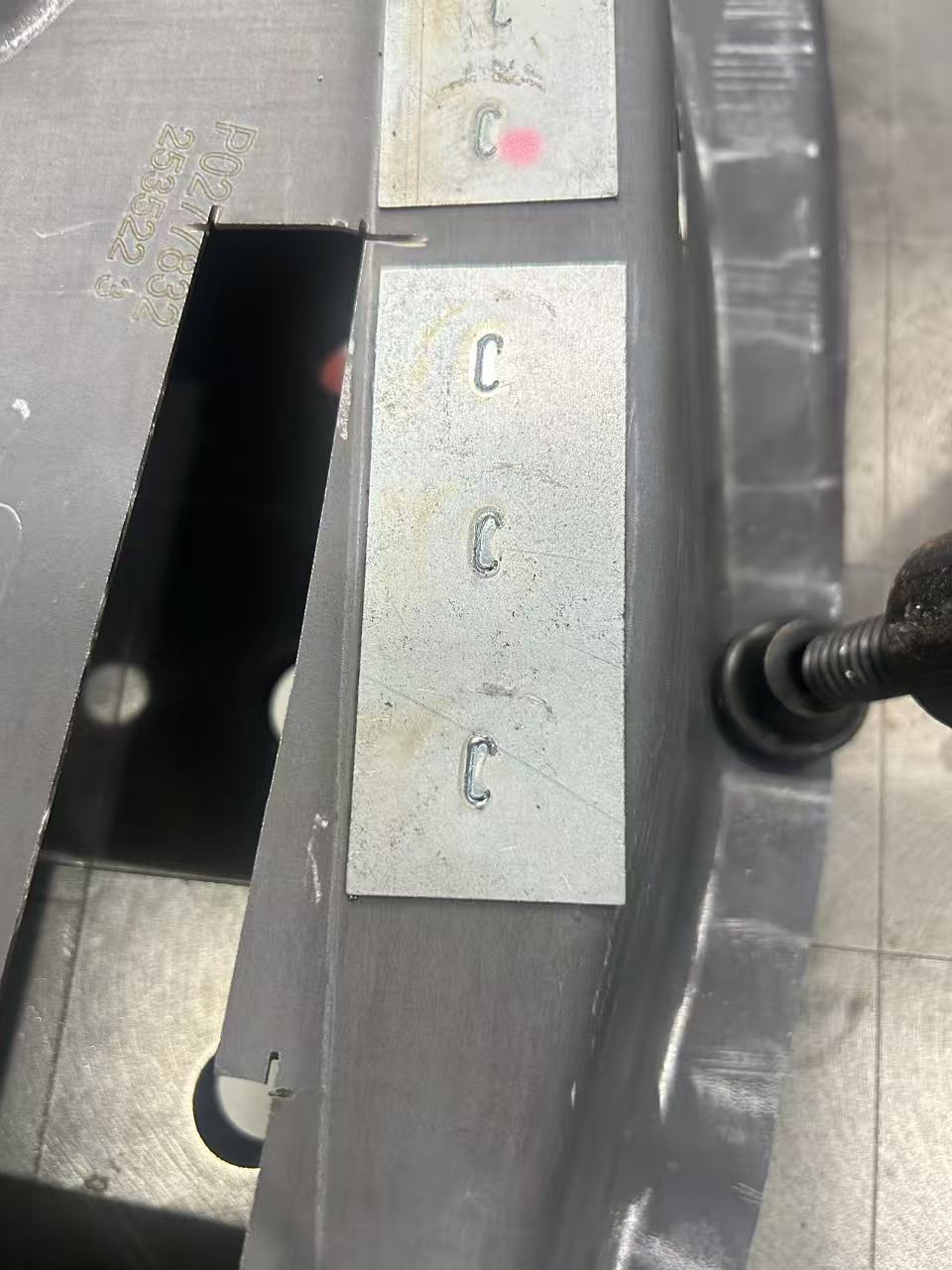
Product Effect Test
Product Effect Test Video

Geely Zeekr factory installation