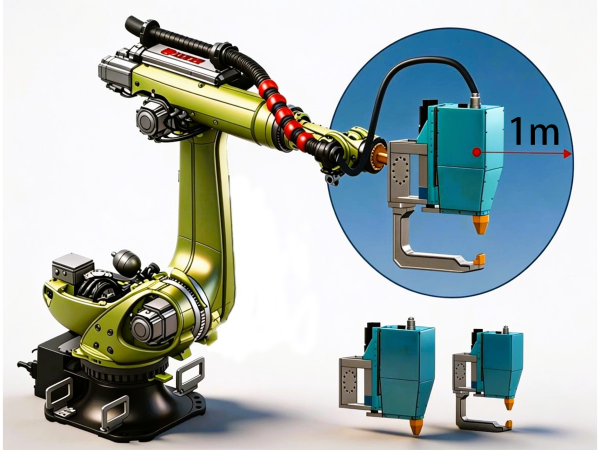
自动激光压焊主要系统组成:
自动激光压焊主要系统组成:激光压焊枪(伺服系统,单向或C型焊钳)、激光压焊控制系统、激光压焊清枪器、水冷机、焊接机器人、围栏(无需激光房)


激光安全标准
激光压焊免激光房设计:
对比传统激光焊的优势

激光压焊免激光房设计检验报告:
| 序号 | 检验项目 | 技术标准 | 检验结果 | 判定 |
|---|---|---|---|---|
| 1 | 防护装置材质与结构 | 抗激光穿透材料,闭合后无泄漏缝隙(缝隙≤0.1mm),机械强度满足振动/冲击要求 | 符合 | 合格 |
| 2 | 联锁装置功能 | 防护装置打开时,激光发射 0.1s 内切断;闭合后需复位才能出光 | 符合 | 合格 |
| 3 | 安全标志与说明 | 粘贴 Class 1 激光安全标志(ISO 7010 W007),手册含安全操作指南 | 符合 | 合格 |
| 4 | 正常模式辐射值 | 出光处中心 1m 外,功率密度≤0.38 μW/cm²(连续激光) 能量密度≤2.5mJ/cm²(脉冲激光) |
符合 | 合格 |
| 5 | 故障模式辐射值 | 模拟防护装置失效(缝隙 0.5mm),1m 外辐射值≤Class 1 限值 | 符合 | 合格 |
| 6 | 激光波长与类型 | 波长 1064nm±5nm,连续波固态激光(非强脉冲) | 符合 | 合格 |
| 7 | 激光安全等级 | GB 7247.1-2012中1级(Class 1) | 符合 | 合格 |
| 8 | 防护装置有效性 | 出光口中心1m外辐射值≤Class 1限值 | 符合 | 合格 |
| 9 | 激光泄漏防护 | 防护罩完整性(无可见泄漏) | 符合 | 合格 |
| 10 | 操作人员防护 | 配备激光防护眼镜(OD≥3) | 符合 | 合格 |
| 11 | 环境适应性 | 工作温度-10℃~40℃,湿度≤80%RH | 符合 | 合格 |
激光压焊通过软件可实现任意图形的应用
客户联合激光焊耐久验证:
| 浩穹 | 项目 | 测试方法 | 测试周期 | 测试结果 | 计划完成时间 | 备注 |
|---|---|---|---|---|---|---|
| 1. 单面机构两层焊 | 设备稳定性 | 1. 出光通过率 | 二周 | 已完成。 | 2025.1.3 | 1. 完成1秒一个点15个点一台车800台4小时连续开合100万次,验证气缸的稳定可靠性10万台 2. 完成出光 3. 连续一直未关闭 4. 完成(设备为单透镜,不存在温飘,只有复合镜采用温漂的情况) 5. 完成 6. 完成 焊接0.8S 夹紧0.2S |
| 2. 出光通过率可靠性(连续2小时出光) | ||||||
| 3. 水路可靠性 | ||||||
| 4. 电机可靠性(8小时温漂) | ||||||
| 5. 针对同一组工艺参数,焊接32组,验证工艺的稳定性与可靠性 6. 焊接时间+夹紧及轨迹移动5-6cm在3秒内完成 |
||||||
| 机器人姿态对焊接稳定性影响 | 近端20组,远端20组 | 一周 | 近端20组及远端20组破拆合格。 已完成。 |
2025.1.10 | ||
| 1. 单面机构两层焊 | 单面焊钳稳定性,伺服(带比例阀) | 100万次 连续动作 | 一个月 | 完成,伺服压力及行程检测正常。 | 2025.2.20 | ~28000次/天 1.20日:累计4.6万次 2.28日:累计16万次 3.7日:累计30万次 4.11日:累计100万次 |
| 改造设备风刀质量可靠性 | 20000次左右焊接(下保护镜片) | 一周 | 模拟机器人运动焊接,每1200点破拆一次检查质量合格再进入下一轮 完成,保护镜片正常。 |
2025.2.28 | ~72000次/天 2.27-2.28日:共计~14000次未换镜片 3.3日:共计~21000次未换镜片 |
|
| 清枪机构 | 与设备稳定性一起测试 | 一个月 | 气动清枪器:3600点清一次,清理后喷嘴内径不影响出光。 完成,清枪器能正常完成清理工作。 |
2025.2.20 | ~3600点清一次 |
激光压焊应用(吉利极氪汽车工厂):
瑞穹激光压焊项目正式落地吉利汽车极氪工厂,核心激光压焊系统经 SGS 权威认证,以激光房替代式高防护设计及 Class 1 激光安全等级,顺利实现产业化落地,助力汽车制造工艺升级。


前档
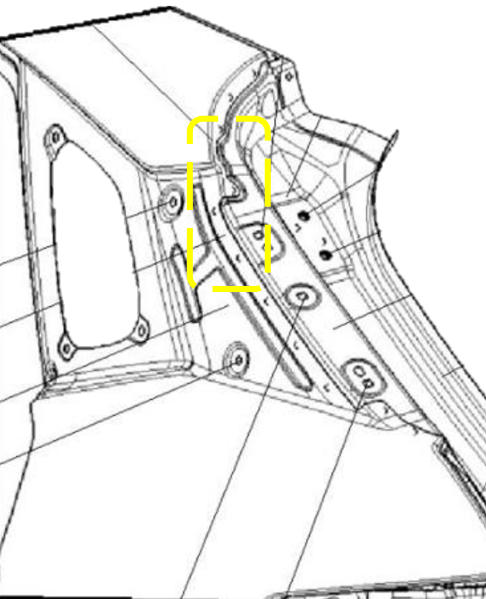
轮罩
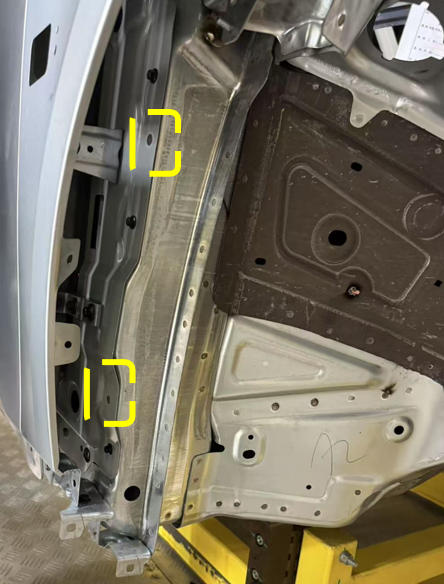
门洞
后流水槽

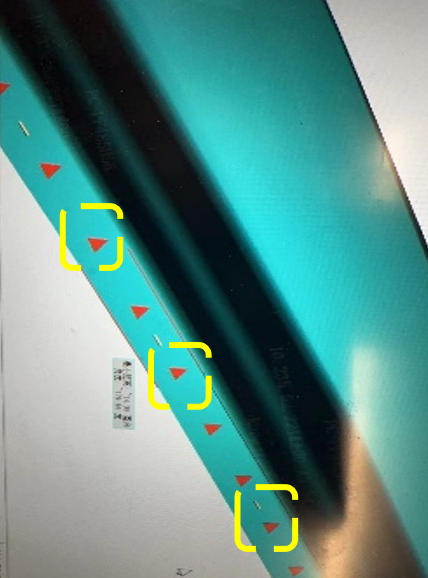
产品展示
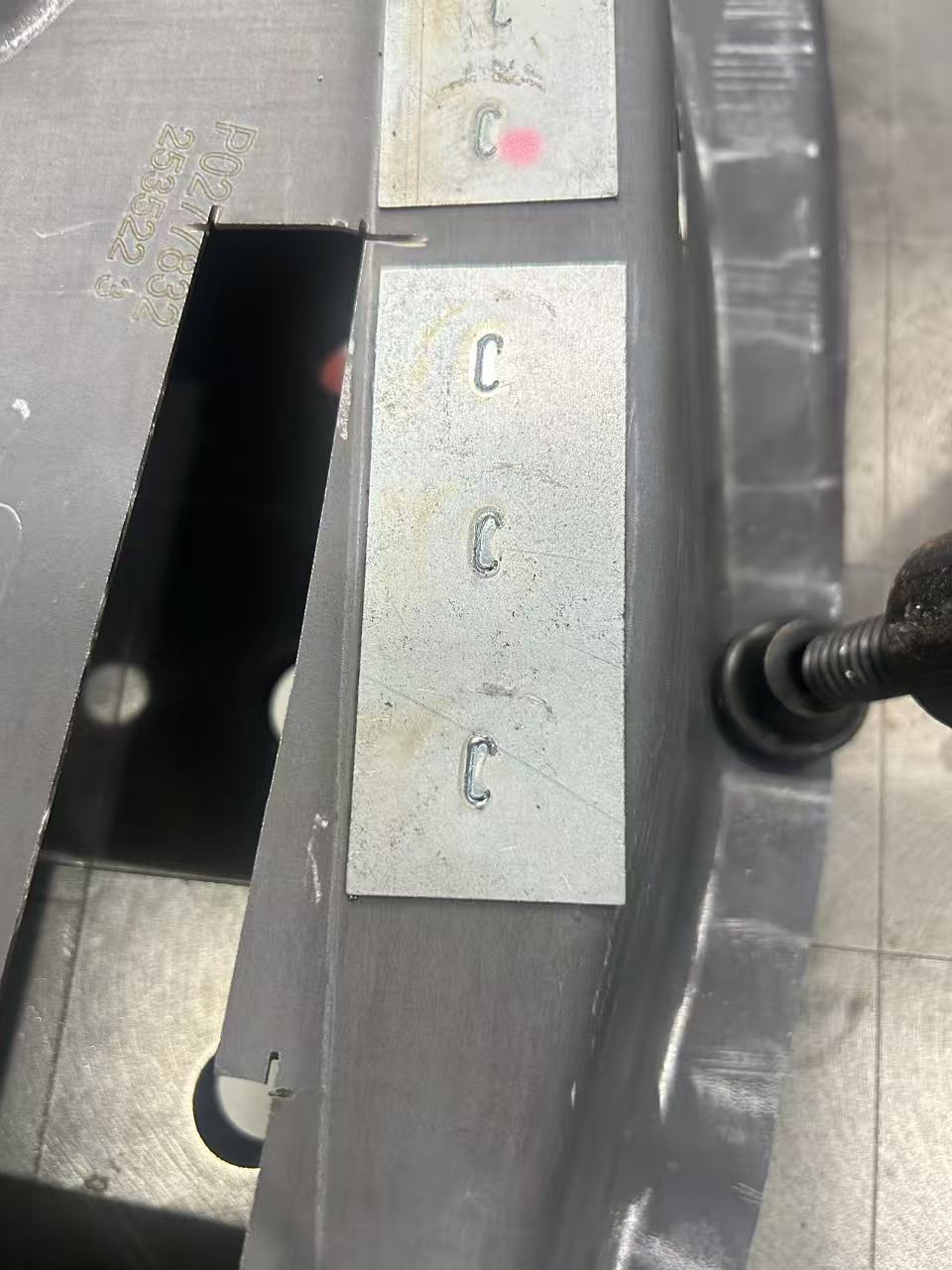
产品效果测试
产品效果测试视频

吉利极氪工厂安装